Введение
При решении задачи разбраковки изделий из металлов по маркам исходного металла, по твердости или по иным параметрам, влияющим на качество готового изделия, очень часто требуется провести настройку структуроскопа таким образом, чтобы исключить неоднозначность результатов контроля и влияние мешающих факторов. При контроле методом высших гармоник анализируются параметры нечетных гармоник на выходе датчика. Сравнивая амплитуды и фазы гармоник от опорного (доброкачественного) изделия и контролируемого, судят о свойствах последнего.
На практике это реализуется с помощью амплитудно-фазового детектора (АФД), что не лишено недостатков. Первый недостаток состоит в том, что иногда бывает невозможно провести настройку таким образом, чтобы свойства изделия влияли только на амплитуду или только на фазу сигнала. Трудность заключается в том, что годограф вектора сигнала имеет неоднозначный вид. Второй недостаток состоит в том, что очень часто приходится перестраивать АФД при смене контролируемого изделия.
Основные положения
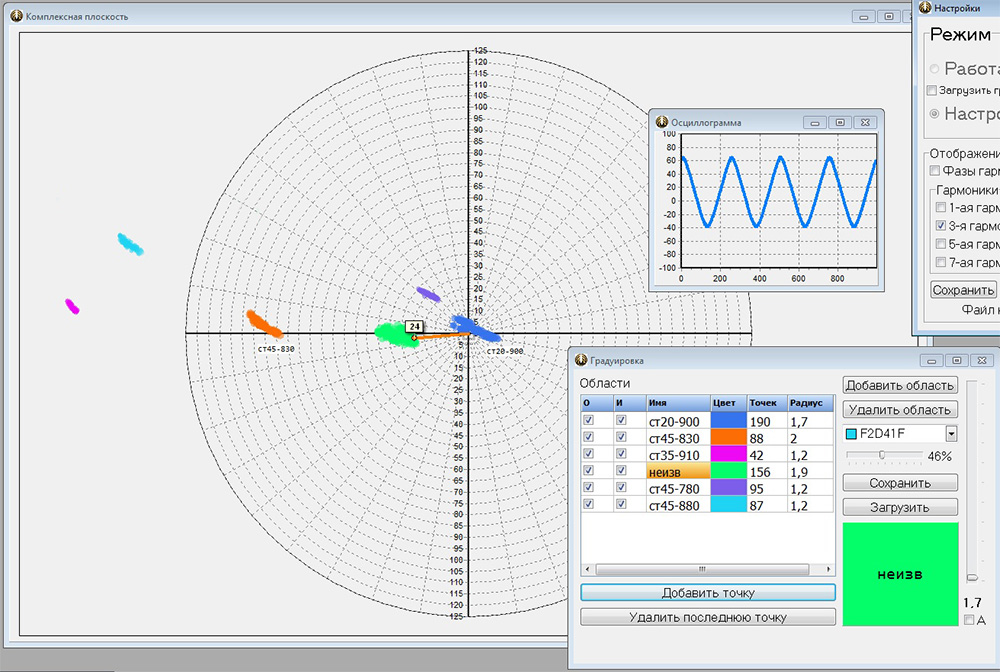
В структуроскопе реализована удобная и простая технология аплитудно-фазовой обработки сигнала, которая основана на представлении характерных зон вектора сигнала в виде замкнутых областей и способе формирования таких областей. Мы назвали предложенное техническое решение метод связанных окружностей или технология-0. На Фигуре 1 изображена комплексная плоскость структуроскопа АКА3010 (далее по тексту-структуроскопа) с несколькими связанными областями. Поясним суть предложенного метода на примере контроля стальных прутков из различных марок сталей и температурами термообработки...
Для градуировки прибора были использованы образцы контролируемых изделий с известными свойствами. Образцы располагали поочередно в рабочей зоне
датчика и, запоминмая сигналы от каждого образца, формировали области их амлитудно-фазовых значений. Необходимо отметить,
что чем больше исходных образцов будет использовано для градуировки любой задачи, тем более точной и полной сформируется область.
Окно "Градуировка" (Фигура1) графического интерфейса содержит
две основные кнопки "Добавить область" и "Добавить точку". Нажатием кнопки "Добавить область" в таблице "Область" появляется новая строка, содержащая такие параметры области,
как цвет , наименование, количество точек и другие.
При нажатии кнопки "Добавить точку" на комплексной плоскости появляется точка в виде круга радиусом и цветом в соответствие с параметрами активной строки таблицы "Область".
Каждую новую точку добавляют при установке в рабочую зону датчика изделия с заданными свойствами.
Разброс свойств, а также влияние на сигнал положения изделия в рабочей зоне формирует
на комлексной области геометрическую фигуру из связанных окружностей.
Алгоритм программного обеспечения позволяет формировать замкнутую область из любого количества исходных точек, радис которых определяется по
критериям, заложенным в программное обеспечение (AKASoft3010 v5.0).
Попадание вектора сигнала в сформированную область свидетельствует о наличии у контролируемого изделия данного свойства.
По своей сути технология-0 является методом детектирования положения вектора на комплексной плоскости.
Технология позволяет создавать области детектирования векторов практически произвольной формы,
что является особенно важным при контроле изделий с несколькими одновременно изменяющимися параметрами.
Использование предложенной технологии позволяет проводить контроль изделий по множеству параметров. На Фигуре 1 приведен пример разбраковки изделий одновременно по марке стали и температуре термообработки.
Попадание вектора сигнала внутрь области индицируется загоранием цветового поля с одновременным отображением на нем значением параметра.
Программа AKASoft3010 v5.0 позволяет маркировать созданные области на комплексной плоскости, изменять их размер для покрытия зоны неустойчивого детектирования,
объединять различные области в необходимых сочетаниях.
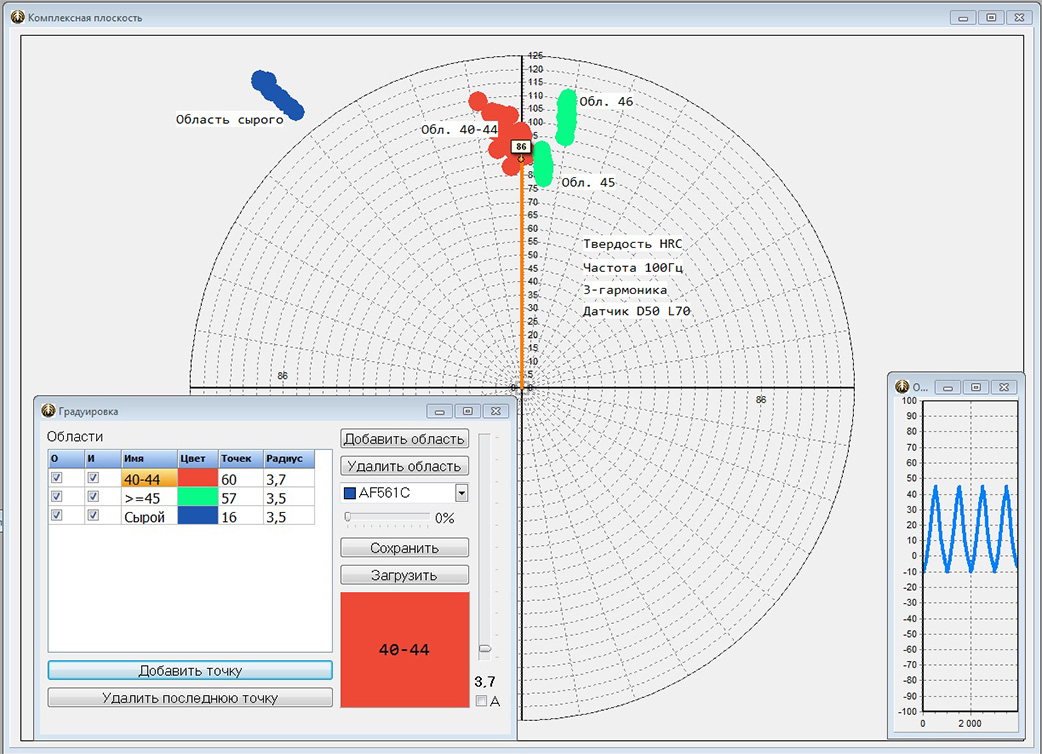
На Фигуре 2 представлен результат градуировки структуроскопа для контроля однотипных деталей с изменяющейся твердостью. Из картинки видно, что годограф вектора сигнала в зависимости от твердости изделия имеет немонотонный вид и это затрудняет его использование для измерения (оценки) твердости. Однако, сформированные при градуировке области по методу связанных окружностей позволяют однозначно определить - является ли изделие перекаленным и его твердость более 45HRC, либо термообработка выполнена правильно и твердость изделия находится в диапазоне годных значений, т.е. 40-44HRC
Выводы
Метод связанных окружностей (технология-О) позволяет каждому электрофизическому свойству металла определить (создать) свою замкнутую непрерывную область нахождения вектора сигнала и контролировать свойства изделий путем детектирования вектора сигнала по созданной области. Предложенный метод позволяет контролировать даже геометрические параметры изделия. Конечно, следует еще раз отметить, что все описанные возможности имеют место только в том случае, если существует корреляционная зависимость между контролируемым свойством изделия и положением вектора на комплексной плоскости (т.е. сигналом).
В настоящее время авторами ведутся испытания нового накладного преобразователя, предначенного для измерения коэрцитивной силы в состве структуроскопа АКА3010.
29 января 2018 года, Москва